Rashed Ka - 18 Jul 2024
S
h
r
e
e
P
o
l
y
m
e
r
s
Hello!! Welcome to Shree Polymers.
Bucket Elevators
Bucket elevators are vertical conveying systems used to transport bulk materials like grains, ores, and other granulated substances efficiently between different heights.

Bucket Elevators
A bucket elevator is a crucial piece of equipment used in various industries for the vertical transportation of bulk materials. Here are the key points regarding its importance and principles:
Importance of Bucket Elevators
1. Efficient Material Handling: Bucket elevators are designed to move materials vertically, which is essential in maximizing space and improving operational efficiency in warehouses, factories, and processing plants.
2. Versatile Applications: They can handle a wide range of materials, including grains, powders, pellets, and other bulk products, making them suitable for various industries such as agriculture, mining, and food processing.
3. Reduced Labour Costs: Automation of material handling through bucket elevators reduces the need for manual labour, thereby lowering labour costs and minimizing human error.
Bucket elevators have 3 variants
- Belt type
- Chain type &
- Z type
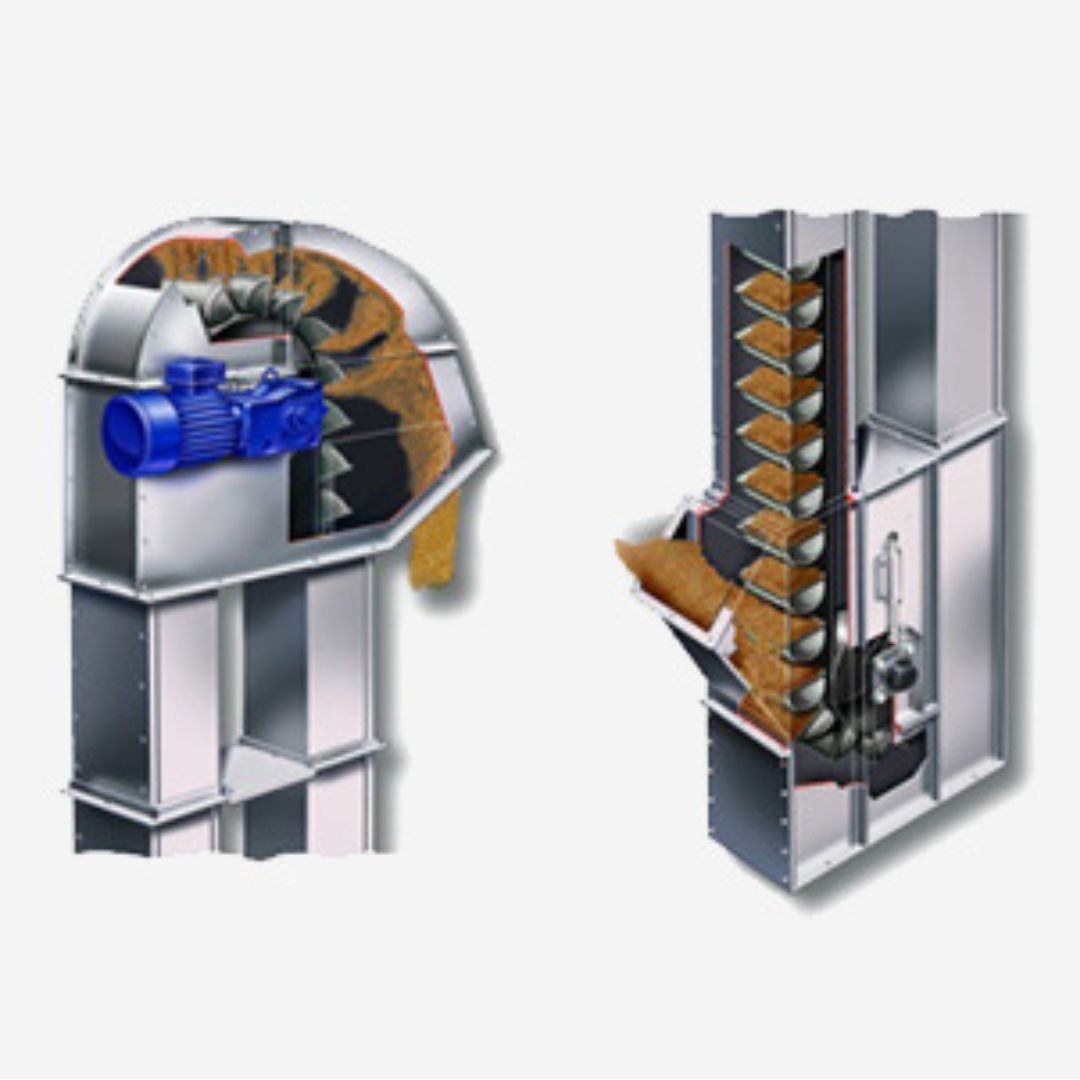
Buckets are made of metal & polymers both depending upon its capacity pattern of Bucket elevator is selected.

Z-Type Bucket Elevators
Z-type bucket elevators are important for their space-saving design and efficiency in handling various materials. Their operational principles focus on a unique Z-shaped pathway that facilitates both vertical and horizontal movement, providing a streamlined solution for material transport.
Key Requirements for Building a Bucket Elevator
Bucket elevators are essential for efficiently transporting bulk materials vertically in industries such as agriculture, mining, and manufacturing.
They are designed with buckets attached to a belt or chain, which moves the material smoothly between different heights.
- Buckets
- Belt or Chain
- Drive System
- Maintenance Access
- Casing/Enclosure
- Inlet and Outlet Sections
- Control System
- Supporting Structure
- Material Compatibility
- Head and Tail Pulleys/Sprockets

Latest News.
Get the latest update, trips & tricks from our expert.
Mark Joe - 09 Feb 2024
Lessons from Visionary Leaders for Success in Business.
Contact Through
No. 209/7, G. I. D. C. Industrial Area, Dist. Bharuch Ankleshwar - 393002, Bharuch, Gujarat, India
Links
Company
CERTIFICATIONS
